

研究 | 王凱飆:中國描金工藝與日本蒔繪的比較研究
故宮博物院收藏的漆器文物中有大量黑地金髹紋樣的漆器,有傳統描金器物,也有清宮仿制的仿洋漆,如黑漆描金山水圖海棠式盤,也有從日本進貢來的“洋漆”器物。筆者在故宮博物院從事漆器修復的過程中,有機會同時見到兩種金漆工藝品,結合修復經驗,對二者進行初步的比較研究,希望對今后的工作有所幫助。
下文分為四個部分:
1.名稱比較,通過對中國金漆工藝的溯源與日本蒔繪工藝名稱與翻譯的關系比較,明確二者之間的界定和分別。
2.結合歷史文獻資料,對兩種工藝的歷史和傳承進行比較。
3.利用顯微鏡等檢測儀器對材料細節和材質進行檢測分析,對比二者材料成分的異同。
4.最后是對工具和工藝流程進行對比,并論證工藝的區別導致作品風格的不同。
通過本文的研究和梳理,希望對國內外金漆彩繪工藝的文物命名、研究和修復提供案例,為同類型文物修復方案的制定和實施積累資料。

一、名稱對比
蒔繪(Maki-e)是日本最具代表性的漆工藝技法之一,是一種用漆畫出圖案、借漆的黏性將重金屬沫固定在漆器表面的漆藝裝飾技法,以淡雅優美、精致華貴著稱。
日本學者認為蒔繪源于“末金鏤”,該詞最早出現于日本奈良時代《東大寺獻物帳》“鞘上末金鏤作”,末金即金沫,金屑,鏤是磨顯鏤空的花紋。中國明代的《髹飾錄》中有類似的工藝,歸于填嵌門,“嵌金、嵌銀、嵌金銀。右三種,片、屑、線各可用。有純施者,有雜嵌者,皆宜磨顯揩光”。奈良時代的日本漆工學習中華“末金鏤”用金銀“鑢粉”制作“平塵蒔繪”,傳世名品包括海賦蒔繪袈裟箱。此后,日本漆工不斷創新,逐漸形成完整的蒔繪工藝體系。
日語中“蒔繪”的“蒔”字,源于中國的漢字,有“播撒”的意思,《說文解字》載:“播時百穀。鄭讀時為蒔。今江蘇人移秧插田中曰蒔秧。”因此所謂蒔繪,就是撒粉繪畫,將篩選出的金銀粉放入粉筒,用漆做出圖案以后,將粉抖落于紋樣上面,這個過程就叫蒔繪。依據漆面的高低和工藝步驟的不同主要分為平蒔繪hira maki-e、研出蒔繪togidashi,高蒔繪takamaki-e和肉合研出蒔繪shishiai maki-e。日本《東洋美術史》中談道:明宣宗年間派人來日本學習蒔繪,并給予蒔繪技法一一對應的中文翻譯名詞,例如將梨子地叫做灑金或砂金漆, 把平蒔繪和高蒔繪叫做描金或泥金畫漆, 把研出蒔繪稱做縹霞(漂霞)砂金。
日本各類漆工藝中蒔繪工藝發展最為完善和成熟,最具代表性,因此蒔繪這一名稱也專指這一類工藝,不存在歧義,甚至由于其知名度而出現以這種工藝代指日本地區的現象。例如明代日本蒔繪漆器在江浙地區盛行,這種工藝亦被稱為倭漆,到清代改為洋漆。同樣由于蒔繪漆器在歐洲享譽盛名,英語中Japan(日本)也是漆器的代稱。

中國古代很早就出現金與漆結合的工藝,《髹飾錄》乾集中稱:“日輝,即金。有泥、屑、麩、薄、片、線之等”。但是金與漆結合的工藝卻沒有固定的名稱,灑金、貼金、上金、泥金、描金、掃金等,按照不同的工藝動作有不同的稱謂,在傳播過程中受口音或誤傳的影響,不同的名稱存在重復和混淆。依據《髹飾錄》中的記載,可以與日本蒔繪工藝類比的應當有灑金與描金工藝,以及嵌金銀條目下的“沙嵌”工藝,在此基礎上還有識文描金和描金觳沙金的結合工藝。
這些古代工藝現在作為漆藝非遺技藝依然在民間傳承,只不過從文言文向白話文過渡的過程中名稱有所變化,例如山西平遙地區的堆鼓描金罩漆,應該來自古代識文描金工藝。在傳承過程中工藝技法又有所創新改變,如北京金漆鑲嵌技法中的平金開黑與平金開彩,即彩繪與描金工藝的結合。在敷貼金箔的漆胎上用黑漆或彩漆描繪出圖案紋樣,類似于髹飾錄在的黑漆理,彩金象。即使是相似工藝技法,各地域名稱叫法也不盡相同,如福建省的暈金,在北京又稱鎪金,掃金,都是漆面即將干固時掃金粉形成濃淡虛實的過渡效果。因此,在漆器文物命名和工藝歸類時,常出現諸如仿洋漆、金漆、描金、戧金、金漆彩繪等工藝混用,表述不清的問題,與日本蒔繪相比較,中國還沒有一個約定俗成的工藝名稱特指這一類漆器,在文物研究、類比和介紹說明時應當進行細分和注解。
二、歷史對比
中國古代從戰國時期到漢代,漆繪裝飾技法一直以單色線描與戧劃繪制的幾何紋樣為主,南北朝時期,隨佛教藝術傳入的凹凸渲染法的影響,繪畫的寫實技法有了空前的發展,由于漆的顏色暗淡,質地黏稠,限制了漆畫寫實的需要,于是在描漆工藝的基礎上,出現了以灑金(又名沙金)結合描畫法的末金鏤工藝,和以油料、催干劑(氧化鉛)入漆的密陀繪工藝。這是中國描金工藝與日本蒔繪工藝的基礎。
盛唐時期的中國國力強盛,西域金工細作的首飾工藝傳入中原,金銀平脫和螺鈿鑲嵌成為漆器裝飾的主流。可惜唐朝末期開始戰亂不斷,很多漆工藝在國內沒有進一步發展完善。
8世紀的奈良時代,是日本全面學習大唐文化的時期,各類漆工藝,密陀繪、螺鈿鑲嵌、金銀平脫、庫露真、脫胎等隨遣唐使一同傳入日本。現在收藏在正倉院中的唐代金銀鈿裝唐大刀,被很多工藝大師和研究學者公認為日本蒔繪的源頭。
9世紀以后,唐風雍容華貴、錯彩鏤金的審美受到抑制,宋代宮廷崇尚簡約質樸的審美,漆器以雕漆和一色漆為主,多以造型取勝,質樸無華不加裝飾。浙江瑞安仙巖寺慧光塔出土的識文描金檀木經函,可以反映宋代描金工藝依然以線描為主,線條簡練而富有動感,與當時的白描人物畫接近,但相比其他裝飾工藝則顯得纖巧含蓄。公元894年,日本廢止遣唐使,斷絕與中國的官方往來,擺脫唐風的局限,尋求與以平安風土人情相適應的清新淡雅的和風表現樣式。日本漆藝開始走上獨立發展的道路。
元朝在游牧民族統治下,中國漆器制作開始衰退,僅雕漆和螺鈿工藝有所發展,出現張成、楊茂等漆藝名家。此時日本進入鐮倉時代,蒔繪工藝發展成熟,開始超越中國。
明代《帝京景物略》記載:“古犀皮、剔紅、戧金、攢犀、螺鈿市時時有,國朝可傳則剔紅、填漆、倭漆三者。”明陳霆撰《兩山墨談》云:“近世泥金畫漆之法出于倭國,宣德間嘗遣漆工楊某至倭國傳其法以歸。楊之子塤遂習之。又能自出新意,以五色金鈿并施,不止循其舊法。”郎瑛在《七修類稿》中記錄:“古有戧金而無泥金,有貼金而無描金、灑金……縹霞、彩漆,皆起自本朝,宣德間遣人至彼,傳其法。”以上三段文字均記載了明代以雕漆、填漆為主,并派人從日本學習描金畫漆之法。此時日本的蒔繪工藝反過來開始影響了中國的描金工藝。

明末清初,日本蒔繪漆器傳入清宮,受到清代帝王的喜愛,康熙評價“漆器之中洋漆最佳, 故皆以洋人為巧”,清宮檔案還記錄了雍正時期為了仿制洋漆專門新建無塵的窖房,他曾批造辦處洋漆盒“漆水雖好,但花紋不能入骨”,此時中國漆工沒有完全學習蒔繪撒金罩明研磨的工藝,而是以金箔粉做表面的暈染。乾隆時期造辦處檔案中出現仿洋漆、洋漆、描金工藝混用的現象,并創制出大量新式的黑漆描金漆器,說明中國描金工藝發展成熟并結合宮廷吉祥圖案和中國審美文化開始獨立發展。
從歷史文獻的梳理可以看出,宋元時期對應的日本平安時代和鐮倉時代是中日金漆工藝形成差距的關鍵時期,唐代之后,“末金鏤”工藝在中國沒能繼續發展卻在日本日臻完善形成蒔繪這一日本藝術的代表,其原因可以總結如下:
首先,日本是島國,一方面相對比較封閉,不易受到侵略、商貿等外界影響;一方面也善于自我守護,注重專利保護。日本重視文化的傳承,歷代皇室的重視和近代各類文化財團和日本人間國寶制度,對傳統蒔繪的傳承發展起到保護和推動作用。這與中國古代破舊立新的王朝更替有很大差別。
其次是工匠地位的不同,古代中國封建等級制度非常森嚴,匠人處于社會的最底層,繁重的勞動卻收入微薄,如有能工巧匠可以改善生活必定要讓后代讀書做官跨越階層,所以好的技術并不容易積累和繼承。相反日本人尊重心靈手巧的匠人,工匠也有一定的自由可以支配作品的創作,更出現畫家親自參與漆器圖案的設計。為了完善作品,日本匠人進一步對工具材料進行研發。比如對金粉材料的大小、形狀進行精制與細分,對筆和研磨工具等都進行了改良與發展,這是其蒔繪作品精致細膩,層次分明,金漆渾然一體且經久不壞的基礎條件。相比之下,中國民間工匠以粉末狀的金箔碎屑作為描金材料,使得描金紋樣浮于表面不夠美觀牢固,描金作品既缺乏精品的細致度和完整度,也因不耐磨損降低了實用性。
受地域文化影響下兩國的藝術審美也有明顯差別,自宋代以來崇尚“清水出芙蓉,天然去雕飾”的簡約素髹之美,唐代富麗堂皇雍容華貴的金漆工藝逐漸沒落,一色漆與雕漆此后成為主流,天人合一的思想使大國統治者亦不滿足于奇技淫巧、纖巧細膩的審美趣味。日本則截然相反,日語“小さな美”,意思是小巧精致的美感。日本工匠認為神居住在細節之處,因此非常在意細節,崇尚精巧以達到極致。而且蒔繪多以金粉為原料,佛教以金光寓吉祥、中醫也有以金入藥驅邪的傳統,日本人遵從此意故將蒔繪也賦予神意,蒔繪精致細膩的制作技巧所體現的溫潤金光之美很快被普遍推崇,尤其日本武士階層在家具、武器、文具(如印龍)上飾以黃金為榮耀。相比而言,中國對于金的態度則不同,在文人審美中金被視為阿堵物,是庸俗的象征,用金也多以含蓄點綴為主。
日本廢止遣唐使以后,在相繼出現的海禁、鎖國等政策影響下,兩國漆藝各自獨立發展,明清時期雖然有國人學習倭漆、洋漆的記載,但是蒔繪工藝最核心的金粉加工、制作流程和研磨技術并沒有在中國普及。地大物博的內陸不乏各類能工巧匠,描金技法僅僅成為眾多裝飾工藝的補充,沒有發展到極致。陶瓷、木工藝以及造紙技術的興盛,一定程度上都替代了漆器的實用與裝飾功能,尤其陶瓷技術的興盛發展,使得中國漆藝脫離大眾生活,越來越趨于被動和保守。近代以來,油漆化工涂料和塑料的進口,更進一步侵占了漆器市場,許多漆工藝門類幾近失傳。

三、文物及工藝分析對比
(一)形式與內容對比
中國描金類漆器的器型比較多樣,小到漆盒大到家具建筑構建都有,木胎為主,胎壁較厚。日本蒔繪漆器胎體較薄,以幾何形為主,對器型的邊角和盒體嵌套、抽拉的功能多有考究。中國描金漆器畫面的背景多選用黑色、紅色、棕紫漆為底,日本蒔繪主要用黑漆為底,其次是金地,偶爾也直接在木紋上繪制。中國描金工藝表面一般不罩漆(圖三),金色比較純,亮;日本蒔繪金粉表面經過罩漆、擦漆、研磨拋光(圖四),顏色偏暗,光澤比較統一。

在表現內容上,日本蒔繪花卉以櫻花、菊花為主,中國描金圖案則增加了各種吉祥花卉;樹木都以常見的松柏為主(圖五),日本多有藤蔓,且日本蒔繪的松針有自己固定的程式特征(圖六);動物紋樣日本蒔繪較為寫實,多以生活中常見的鹿、兔、鶴、雞為主,中國則加入了龍鳳、蝙蝠等中華特有的祥瑞之獸。關于山石的畫法,日本蒔繪語言是偏向平面構成的,圖案滿蒔金粉,慣以高蒔繪營造浮雕效果,通過罩漆磨顯來增加層次對比,并多以切金銀片鑲嵌于岸堤和山石邊緣,富有裝飾意味。中國的描金工藝則始終追隨山水畫的作畫方式,以墨色線條梳理形象,或用金線勾勒邊緣,并以暈金掃出金粉的疏密關系制造明暗縱深的效果。建筑圖案兩地有各自的地域風格特征,關于水紋的畫法兩地也有明顯的差異。人物題材日本蒔繪能明顯看出日式和服和日本人物面部的特點。
(二)微觀結構對比
借助顯微鏡圖像,我們對日本蒔繪與中國描金工藝對比,可以發現其材質上與工藝的主要差別,下面幾張圖左邊都是日本蒔繪漆器的局部,右邊是中國描漆工藝的局部。
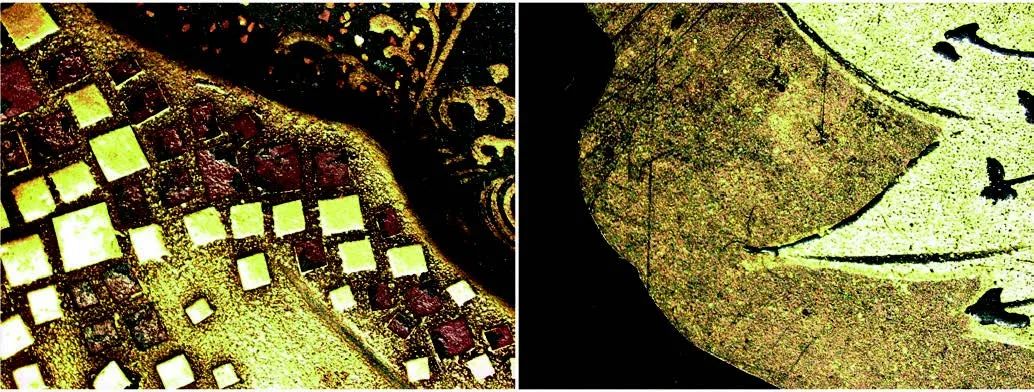
從圖七可以看出日本蒔繪工藝的金粉層有一定的厚度(圖七),與鑲嵌的金銀片一樣厚,具有浮雕感,放大的細節中看蒔繪金粉有明顯的顆粒感,并且邊緣和突起部位經過打磨有光澤和深淺層次變化。右邊中國的描金工藝的金層顯得比較平面和單薄,放大看金粉因大小形狀不一呈現碎屑狀,由于金粉表面未經罩漆,時間久了金粉層會失色,磨損會出現劃痕和漏底漆等問題。
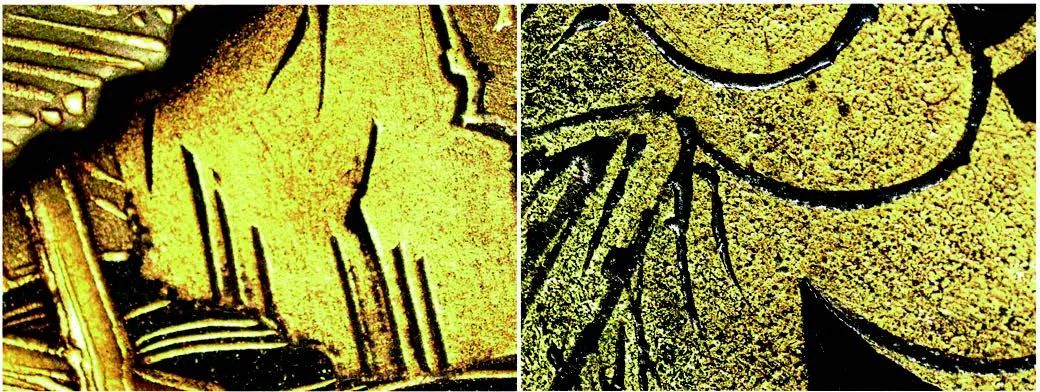
圖八在圖案邊緣需要突出形象提煉線條時(圖八),日本蒔繪采用留白擠壓和刀刻的方式,因此線條比較粗,有一定深度,并且線頭兩端有刀鋒形成的方口和尖銳的棱角,右邊中國描金工藝在提煉黑線時則是用黑漆勾邊,線條交匯的位置堆高隆起,描漆線的力度不夠略顯輕佻,邊緣有些粗糙,浮在金粉表面。
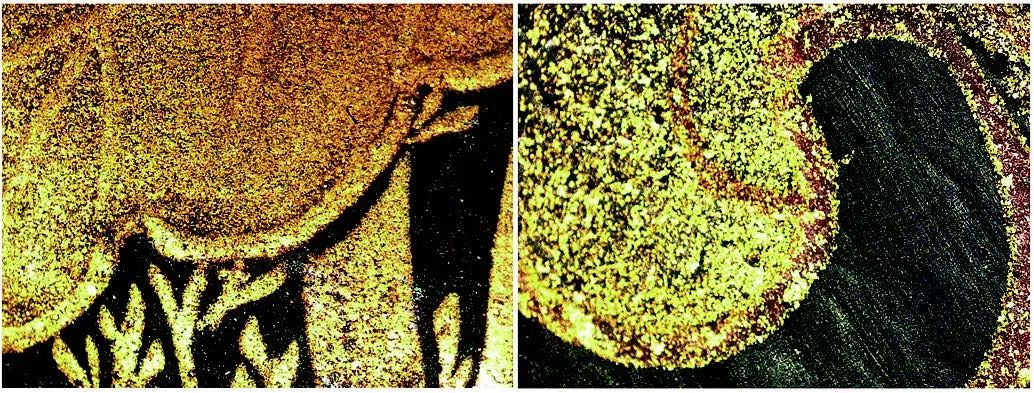
圖九左右都是撒粉平涂葉片并以線條勾勒葉筋的圖案(圖九),從放大的局部我們可以看出左邊蒔繪葉片上的金粉顆粒比右邊均勻完整,二者勾邊的邊緣線都有隆起,但是右邊線條上所黏附的金粉已經磨損露出紅色金膠漆。這種區別主要在于金粉顆粒的不同和有無罩漆研磨的影響。
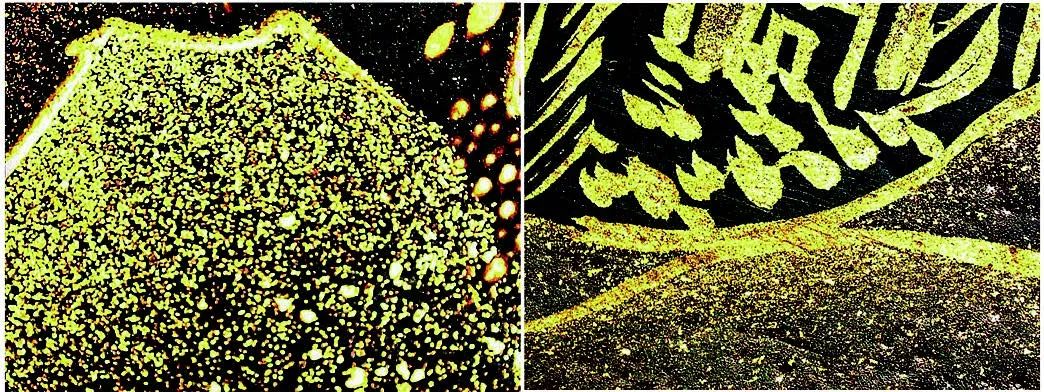
圖一○用到了撒粉暈金的工藝(圖一○),左邊是蒔繪,金粉顆粒由密到疏過渡均勻并且有一定的光澤;右邊是中國的暈金工藝,金粉很細大小不一呈現細絲或碎屑狀。關于樹枝和水紋的部分的描繪,日本蒔繪的線條更流暢挺拔且有頓挫變化,中國描金工藝的線條比較松動隨意,這種區別可能是受限于工具筆尖彈性和漆液粘稠度不同所致,也可能是畫工個人的風格與習慣的區別。
漆層對比:清代謝坤在《金玉瑣碎》中記載日本蒔繪“東洋畫金濃淡疏密,居然似畫,且漆色與金色絕不相混,灰塵亦不粘滯”。這是日本蒔繪用漆比較講究的體現,漆層比較平整堅固,漆色較為深沉,經過研磨拋光漆層如鏡面一般不染塵埃。中國黑漆描金的漆層略有劃痕且顏色偏紫或棕紅,經過檢測分析其漆層成分中還含有一定比例的桐油,明清時期中國漆器加入桐油已經非常普遍,加入桐油一方面可以降低成本,一方面還能延緩漆層干固留有時間灑金和調整,但是也因為桐油含量多所以漆的顏色不夠深,并且漆層硬度不高容易劃傷或附著力下降導致空鼓開裂。
金層對比:中國黑漆描金工藝所用的金粉是將金箔碾碎篩選出來的,因此金層很薄幾乎和底漆保持在一個平面,除非是識文描金工藝有意將圖案堆高形成一定的浮雕效果,而且由于金箔比較輕薄形狀不規則,未經罩漆的部分也容易脫落,通過紗網研碎的金箔粉會呈現細絲和碎屑狀,有浮于表面的感覺,這正是雍正評價造辦處的仿洋漆“不能入骨”的原因所在。日本蒔繪由于需要在金粉上固粉或罩漆研磨因此色澤稍顯暗淡,但是經過打磨形成的金層斷面自帶一種金屬反光的質感,層次比較豐富,與漆結合緊密有渾然一體的感覺,且不易磨損和脫落。
(三)工具與工藝對比
下面結合具體的工具和工藝流程,對兩者的詳細制作步驟進行對比分析。
1.過稿
描金工藝與蒔繪工藝都是在已經磨平的漆面上進行的,中國描金關于過稿的方式各地區各個師傅的經驗有所區別,基本上以鈦白粉拓印和漏印為主。
日本蒔繪是用薄而透明結實而又不滲水的紙,將設計好的形象用細鉛筆清晰地拓下來,再在其反面用描漆筆調弁柄漆,沿其透過來的形象描畫出極細的漆線。完成后再轉印于已研磨好的漆面上,這種方式可以防止漆面沾染其他雜質被污染也防止劃傷漆面。
2.描漆
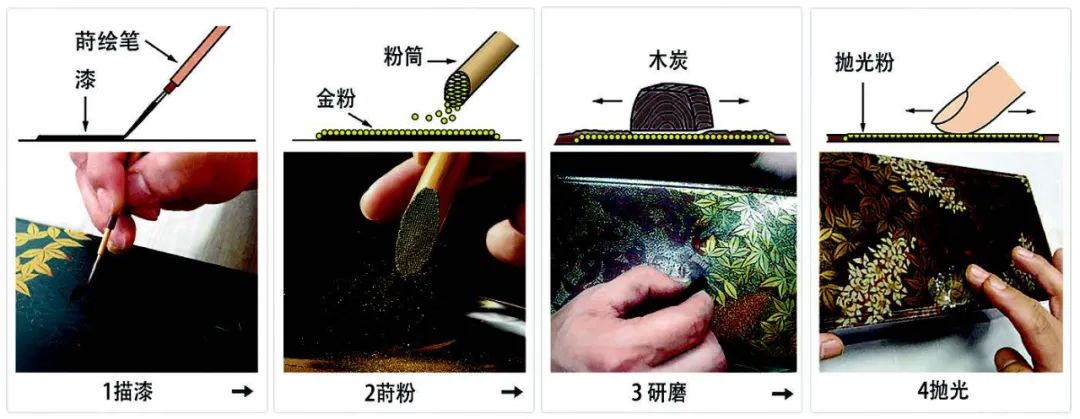
根據筆者對各地漆工廠的考察,中國描漆工藝并無統一制作的特殊用筆,以韌性較好的鼠尾筆描線,以普通排筆或漆刷涂漆。日本則有專門生產的蒔繪筆:最上等的是水獺背上的毛制成,廉價的可以用貓毛替代,長度可達5厘米,可以畫出極細的線。這可能是蒔繪善于畫長線并且線條比較挺、比較穩的一個原因。涂地圓頭筆和扁頭筆:為了節省金粉不讓漆浸沒,涂漆的筆比較薄,以貓毛、兔毛或狐貍毛制作的薄漆刷,分大小號。圓頭適用于畫面積較小的塊面,扁頭適合大范圍的平涂。下圖是日本蒔繪的一個基本過程示意圖(圖一一),日本工匠還會用到工具有指盤:套在手指上的小型調漆盤。
3.灑金粉
在畫稿的基礎上,蒔繪和黑漆描金的工藝步驟略有不同,黑漆描金工藝是分區域將圖案的部分上漆,一般按照從上到下從左到右的順序,待漆層表面即將固化還有黏性的時候將金粉撒在上面。
蒔繪則是按照圖案的高低順序分步完成,每一步都要將所有該層次的蒔粉區域全部上完漆待其完全干固再進行下一層。
如圖一二所示,中國描金工藝用絲綿或軟毛筆蘸金粉掃在漆面上(圖一二),掃粉時漆面表層基本結膜,所以掃上去的金粉立刻就會服帖于表面,用筆掃平壓實顯出金屬光澤。為了讓金粉有虛實變化,作者還會用軟毛筆沿著圖案的邊緣向另一側輕輕地掃金,使其順著掃過的方向自然由密到疏形成過渡效果,由于金箔粉極輕,漆層黏性較強,有時候為了控制金箔灑落的區域和密度,還要用比較光滑的硬紙按照圖案的范圍先剪出一些制片作為遮擋,遮擋的部分沾不上金箔粉,露出底漆的顏色,由此控制掃金的形狀和范圍,以金色疏密制造出明暗縱深變化。
蒔粉是日本蒔繪最關鍵的步驟,其所用的金粉如圖一三亦和中國不同(圖一三)。由于黃金是較軟的金屬,退火之后可以進行深加工,古代稱為“燒金”。日本蒔繪金粉經過四道工序精制而成:
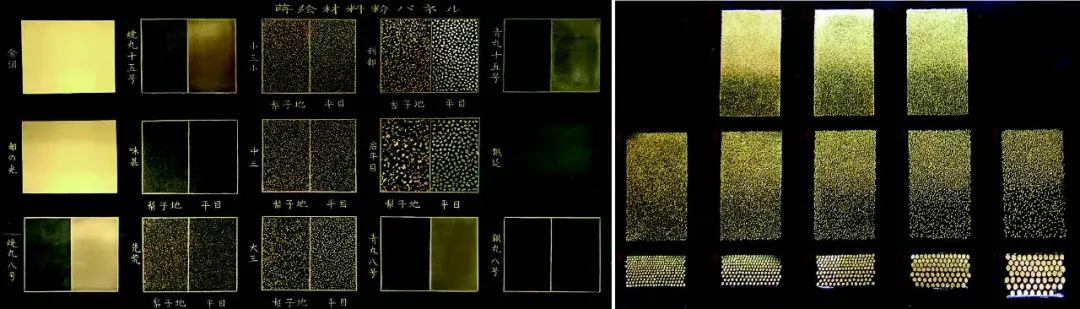
(1)磨球工序,日語是かんなくず,意思是鋸末碎屑,這是金粉銼下來未經加工的初始形態。
(2)擠壓工序,把磨碎的粉末放在鐵板上,旋轉鋼制的棒狀針,將粉末壓扁成平目。
(3)研磨工序,在有眼的鋼板上揉搓金粉成又圓又細的丸粉。
(4)篩選工序將金粉過篩分成統一大小的目數。從細到粗依次是:消、薄朱、上上、平極、半丸、丸粉1~15號,從薄朱到半丸總稱是平粉,另外還有平目粉1~13號、梨子地粉1~13號,切金和金貝類似的金片。細粉適用于大面積的蒔繪,粗粉適用于高蒔繪可以做出浮雕效果,由于金的化學結構穩定,金粉歷久彌新。
日本蒔繪工具有不同型號的粉筒,用竹或蘆葦稈羽毛管制成,一端切斜面,包上網眼紗布,用來撒粉時可以均勻的控制粉的大小、位置和疏密關系。有時還用圓頭掃帚筆:由馬鬃毛和腹部毛制成,用法有:
(1)蒔繪前將漆面掃干凈。
(2)撒粉時用來蘸粉并抖落到漆面。
(3)撒完粉將漆面以往的金粉回收。
4.固粉和罩漆研磨。
這也是日本蒔繪與中國描金區別較大的一步,中國描金工藝上完金粉畫面就基本完成了,日本蒔繪工藝在撒粉結束以后,還要經過固粉,擦漆研磨等工序。研磨工具包括:樸木炭用來粗磨,桐木炭硬度適中用來中段研磨,萵苣炭最細密柔軟用來精細研磨,砥石粉用來拋光,不同的研磨工具日本工匠還會按粗細進行細分,對角度和大小進行改進。
四、結論
從歷史文獻梳理和名稱的考證來看,蒔繪和黑漆描金工藝的來源是相同的,歷史發展過程中人為原因、地理環境等因素的不同造成兩者的差異,尤其在宋元時期,對應日本的平安—鐮倉時代,兩國漆藝各自發展,明代和清代中國曾經學習和仿制日本蒔繪,但中國的描金工藝始終與蒔繪工藝在表現語言和視覺效果上有一定差距。
日本蒔繪金粉的加工技術一直保密,在學習的過程中中國漆工匠也沒有完全照搬日本蒔繪,而是沿用古代描金彩繪的技法制作,甚至用各色漆和五金冷暖變化效果進行創新,由于兩地繪畫審美和對待工藝的態度不同,因此描金所畫的造型風格、圖案紋樣內容都有很大差別。蒔繪強調灑粉的過程,描金強調描繪的過程。在未來工藝設計的學習中我們應當提倡兩國之間互相借鑒,開放交流,并遵從本國的國情和民族文化,繼承傳統,融合創新。
在今后的文物修復中則應當對二者注意分類和區別對待,在文物的命名和分類時應當盡可能按照款識或時代、工藝類型、圖案紋樣和器型類別進行科學、準確、規范命名,在制定修復方案的過程中,依據最小干預的原則,應該盡可能按照原材料原工藝依照流程分布進行。在文物保存過程中,依據描金和蒔繪文物不同的特點,選擇合理安全的包裝和存放環境。

 010-68396408
010-68396408
 xuehuiwangzhan@126.com
xuehuiwangzhan@126.com
 北京市西城區阜外大街乙22號
北京市西城區阜外大街乙22號

關注微信公眾號

